
What is Artificial Intelligence (AI)?
The term artificial intelligence (AI) refers to the ability of computers and machines to “imitate” human intelligence. Based on data, for example, questions can be answered or tasks solved that would otherwise require human intelligence. Artificial intelligence can also recognize patterns, learn from previous interactions or assist with decisions. These capabilities can be continuously developed and expanded with the help of ever more relevant data.
Types of AI - a Brief Overview
Experts typically divide the large complex of “artificial intelligence” into four types - only two of which are of practical relevance today. These are “reactive machines” (only react to inputs) and “limited memory” (systems store data and can retrieve it to make decisions). The following concepts are of particular interest for practical use in production processes:
- Machine Learning (ML)
This term describes the general ability of machines to use algorithms to learn from given data, recognize patterns and formulate certain predictions based on this data. Deep Learning
Deep learning is a sub-area of machine learning. Here, systems are trained with the help of artificial neural networks that are modeled on the structure of a brain. Raw data is stored on many (hidden) intermediate layers and is processed accordingly in multiple layers. This enables AI systems to recognize significantly more complex patterns.
Machine learning is only ever as good as the data provided to the model. At the same time, the actual application purposes can vary considerably depending on the production process, as can the ideal AI model in each case. After all, not every process requires a highly specific, elaborately trained AI.
Importance of AI for Production - Areas of Application
AI is used in production for quality control, automation, maintenance and servicing as well as for the general optimization of processes. Artificial intelligence can be used to quickly analyze large amounts of data to predict failures, detect errors and improve production processes, resulting in fewer rejects, lower costs and greater efficiency.
The above-mentioned AI models and systems can be used in numerous stages along the value chain. The possibilities are manifold - the following application scenarios are of central importance:
Predictive Analytics / Predictive Manufacturing
By using and analyzing historical data from production, plausible assumptions can be made for the future, for example regarding the demand for raw materials and the capacity utilization of individual machines. This allows plants to be operated with maximum efficiency, which is particularly beneficial for just-in-time production systems.
Predictive Maintenance
By linking machine data (via sensors) and predictive analytics, it is possible to determine when which machines or systems should and can be taken out of operation for maintenance. In this way, predictive/smart maintenance not only helps to avoid sudden breakdowns, but also enables maintenance and servicing to be scheduled in such a way that it has the least possible impact on production as a whole.
Predictive Quality / Quality Management
Predictive quality refers to the real-time analysis and monitoring of production processes in order to ensure the quality of the manufactured goods. By using AI in production, problems or quality defects can be identified at an early stage and subsequently corrected. Product images or videos can also be analyzed for this purpose. (computer vision / machine vision). This reduces reject rates and makes the best possible use of valuable resources (time / material).
Supply Chain Management (SCM)
Artificial intelligence can capture the smallest details and dependencies along an entire supply and value chain with enormous precision and make recommendations based on this data. From the procurement of raw materials and resources to production and delivery, AI can help to better coordinate and harmonize all processes. This saves costs and increases the flexibility of companies, including regarding stock levels.
AI and MES - Valuable Data for all Planning Processes
A Manufacturing Execution System (MES) is now essential for companies that want to develop their production processes in the direction of a smart factory. MES solutions help, for example, to record production including all relevant key figures and thus uncover optimization potential. The basis for this is machine and sensor data, which is obtained and processed from the processes.
The ability of an MES to monitor and control a production environment can be significantly enhanced with AI. Artificial intelligence makes much larger volumes of data collectable and usable - across departments, divisions and operations and therefore truly holistic in the true sense of the word.
AI-based data processing recognizes patterns and correlations. The system learns from these patterns, identifies faults and develops solutions. The overall system draws new information from this and thus becomes more and more effective and better.
The scope of such a system extends across all areas of the value chain - from production planning and logistics to workforce scheduling. This holistic view of production enables a holistic optimization of all sub-areas and allows vital directional decisions to be made even in critical situations - always based on real-time data.
Would you like to find out more about how the interaction of MES and AI can make your production fit for all the challenges of Industry 4.0? We would be happy to inform you about our MES software and its possible applications - let us advise you without obligation.
AI as a Colleague - Focusing on People
The focus in the application of AI is on optimizing processes and the overarching networking of value chains. AI systems are particularly strong where they can relieve employees of routine tasks - allowing specialists to use their expertise elsewhere to add value.
At the same time, artificial intelligence is used to analyze and structure data volumes that could never have been processed by humans. In both scenarios, employees are not replaced by AI - it primarily serves as a powerful tool in the belt.
These are the challenges that need to be overcome on the way to the smart factory. © GFOS Group
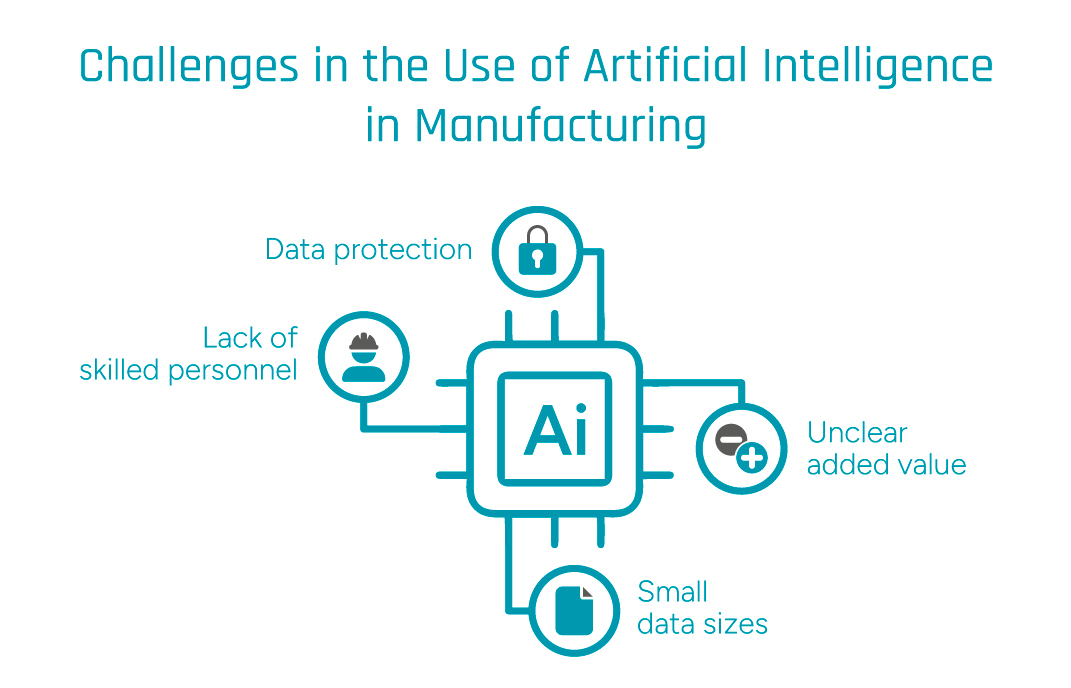
Challenges in the Use of Artificial Intelligence in Production
Artificial intelligence offers enormous potential to sustainably transform manufacturing processes, optimize them and thus increase efficiency and reduce costs. However, the full integration of artificial intelligence in production is associated with a number of minor and major hurdles.
Lack of Skilled Personnel
The shortage of skilled workers that is affecting many industries is taking on a new facet when it comes to AI: an AI-supported manufacturing solution must be integrated into existing systems, which requires appropriate specialists with an understanding of both specialist areas. In addition, integration can vary greatly depending on the production process, which makes the task even more complex.
Small Data Sizes
Machine learning is based on providing artificial intelligence with data from the process and essentially “teaching” it. However, by AI standards, many processes only generate small amounts of data that can be used for learning. Depending on the type of production, accompanying knowledge management may be required.
Data Protection
The more AI is integrated into a company's production, the more valuable the data records handled and linked by the software. This raises important questions about control, storage and processing (data sovereignty), particularly regarding the certification of such systems. Companies must have the certainty that they do not have to fear for company secrets.
Unclear Added Value
Companies dealing with the topic of AI must also ask themselves to what extent AI-based solutions can actually bring added value in a specific case. Which processes can be optimized to such an extent that this justifies the use of artificial intelligence in production from a business perspective?
Smart Solutions for AI - GFOS.Smart Manufacturing
The correct and value-adding integration of artificial intelligence in production and manufacturing is still a mammoth task even for large industrial companies today. This is where we are happy to provide support with our own intelligent MES software solution.
By using GFOS.Smart Manufacturing, companies can gain valuable data from even complex manufacturing processes, which can be used for analysis and optimization. We are happy to provide support in the collection, preparation and processing of this data and find suitable solutions for each customer's machinery and equipment.
Make smart data usable for your company - with the help of GFOS. Simply contact us for a no-obligation consultation.
Make smart data work for your company!
Our modular MES software enables flexible adaptation to your company's requirements on the way to the smart factory. Simply contact us for a no-obligation consultation.